导航

PCBA制造
PCBA是印刷电路板组装的缩写,制造PCBA具有多个重要的意义和作用。PCBA制造是电子产品制造中不可或缺的重要环节。通过将电子元器件焊接、插入等连接到电路板上,PCBA制造实现了电路的连接和功能。这使得各种电子设备如手机、电脑、家电等能够正常工作。PCBA制造的质量直接影响到电子产品的性能稳定性和使用寿命等方面。优质的PCBA板能够确保电子产品的高性能运行,同时提供稳定的电源和信号传输,避免了因电路问题导致的产品故障。
本公司通过专业技术团队的工艺管理实施,对PCBA制造过程进行严格的把关和执行。保障产品可靠性和一致性的稳定交付。
以下是PCBA制造常见问题及解决方案
DIP插装工艺常见不良分析及解决方法
|
虚焊 又称假焊,通常是指焊件表面没有充分上锡,焊件间没有被锡固定住,主要是由于焊件表面没有清除干净或焊剂用得太少所引起的。假焊是指表面上看焊住了,但实际上并没有焊上,有时用手拔引线就可以从焊点中拔出。虚焊是焊点处只有少量的锡焊住,造成接触不良,时通时断。
|
|
|
原因分析 |
解决方法 |
|
1、 元件焊脚、引脚、印制板焊盘氧化或污染,或印制板受潮; 2、 助焊剂活性差,造成润湿不良; 3、 PCB板设计不合理,波峰焊时阴影效应造成漏焊; 4、 PCB板翘曲使其与波峰接触不良; 5、 波峰不平滑,尤其锡波喷口被堵塞,会使波峰出现锯齿形,容易造成漏焊、虚焊; 6、 PCB预热温度过高,使助焊剂碳化失去活性,造成润湿不良。
|
1、 元件先到先用,不要存放在潮湿环境中,不要超过规定的使用日期; 2、 对PCB板进行清洗和去潮处理; 3、 控制PCB板翘曲度小于0.75%; 4、 设置合适的预热温度。
|
|
连锡 又称桥连,即相邻的两个焊点连接在一起,具体来讲就是焊锡在毗邻的不同导线或元件之间形成非正常连接现象;随着元件引脚间距的变小及PCB板线路密度的提高,这种缺陷出现的几率逐渐增加;在波峰焊中,桥连经常产生于S元件朝向不正确的方向、不正确的焊盘设计,元件间距离不足也会产生桥连。
|
|
|
原因分析 |
解决方法 |
|
1、 PCB板焊接面线路分布太密,引脚太近或不规律; 2、 PCB板焊盘太大或元件引脚过长,焊接时造成沾锡过多; 3、 PCB板浸锡太深,焊接时造成板面沾锡过多; 4、 PCB板面或元件引脚有残留物; 5、 PCB插装元件引脚不规则,焊接前引脚已经接近或已经接触; 6、 可焊性不好或预热温度不够或是助焊剂活性不够; 7、 焊接温度低或传送速度过快,焊点吸收热量不足。
|
1、 引脚间距不能过小; 2、 适当提高预热温度; 3、 减短引脚长度; 4、 更换活性更高的助焊剂;
|
|
填充不良 一般说来,钎料具有爬升性能,波峰达到板厚的1/2-2/3左右时即可形成良好的焊点,但特殊情况下就可能产生填充不良现象,影响焊点可靠性;助焊剂有发泡式改为喷雾式时此种缺陷特别常见。
|
|
|
原因分析 |
解决方法 |
|
1、 PCB板通孔镀层或元件引脚被污染,造成可焊性差,焊接时焊锡爬升困难; 2、 预热温度过低、助焊剂不均匀对瞳孔内壁作用不够; 3、 波峰高度不够或是导轨倾角太大; 4、 吃锡时间不够; 5、 通孔孔径与引脚直径不匹配。
|
1、 调整助焊剂发泡量; 2、 保护好PCB板表面镀层; 3、 提高预热温度; 4、 调整波峰高度及传送速度,增加吃锡时间; 5、 通孔孔径比引脚直径稍大。
|
|
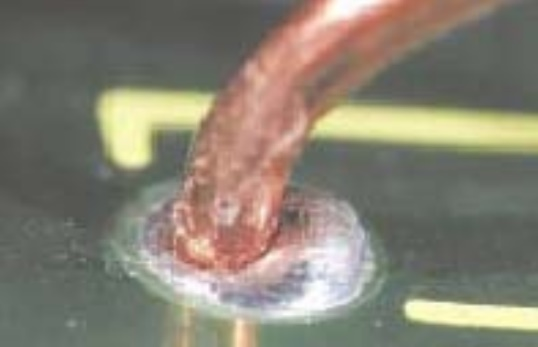
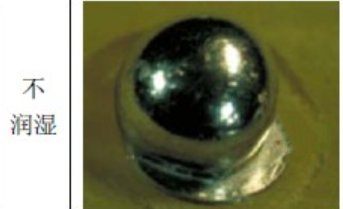
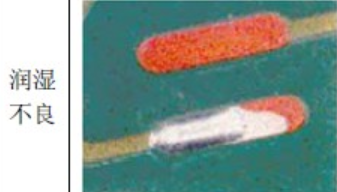
不润湿/润湿不良 不润湿或润湿不良是指焊锡合金不能在焊盘上很好的铺展开,从而无法得到良好焊点,直接影响到焊点的可靠性。
|
|
|
原因分析 |
解决方法 |
|
1、 PCB焊盘或引脚表面的镀层被严重氧化,氧化层将熔融钎料与镀层隔开,钎料无法在氧化层上润湿铺展(注:PCB和元件存储时间长或者存储条件不符合标准都可能造成这种情况); 2、 材料可焊性差; 3、 材料或助焊剂被污染; 4、 焊接温度不够,波峰接触时间短; 5、 预热温度偏低或助焊剂活性不够; 6、 钎料杂志超标;
|
1、 改善材料可焊性; 2、 选用镀层质量达到要求的板材。一般说来需要至少5μm 厚的镀层来保证材料12 个月内不过期; 3、 清除表面污染物; 4、 适量提高预热或是焊接温度,保证足够的焊接时间; 5、 保持钎料纯度;
|
|
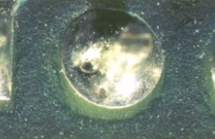
针孔/气孔 焊点内部填充空洞的出现与助焊剂的蒸发不完全有关,焊接过程中助焊剂使用量控制不当的很容易出现填充空洞现象,通常出现在焊点上通孔附近的位置。
|
|
|
原因分析 |
解决方法 |
|
1、 PCB、元件引脚等焊材表面氧化、污染或PCB吸潮后焊接时产生气体; 2、 操作过程中沾染的有机物在焊接高温下产生气体形成空洞; 3、 钎料表面氧化物,残渣,污染严重; 4、 助焊剂比重偏高; 5、 预热温度偏低; 6、 焊接时间过短; 7、 波峰高度过低,不利于排气; 8、 波峰焊通孔孔径与元件引脚之间搭配不当会影响助焊剂的逸出行为。
|
1、 PCB、元件等焊材先到先用,不要存放在潮湿环境中; 2、 每天结束工作后应清理残渣; 3、 控制好助焊剂比重; 4、 调整工艺参数,控制好预热温度以及焊接条件; 5、 避免操作过程中的污染情况发生; 6、 波峰高度一般控制在印制板厚度的1/2-2/3处。
|
|
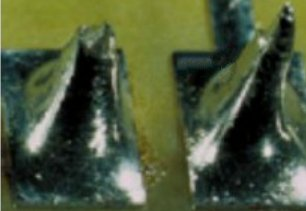
冰柱 组装板上形成的不正常的圆锥状或钉状的焊点就是通常所说的冰柱(拉尖),通常说来冰柱长度应该小于0.2mm。
|
|
|
原因分析 |
解决方法 |
|
1、 基板或引脚的可焊性差; 2、 助焊剂比重偏低; 3、 大体积元件在预热段吸热不足或焊接温度过低; 4、 浸锡时间过长; 5、 出波峰后之冷却风流角度不对; 6、 引脚接触到钎料当中的氧化渣。
|
1、 提高助焊剂比重; 2、 适当提高预热以及焊接温度; 3、 调整后喷嘴宽度或输送速度; 4、 调整冷却风角度; 5、 及时清理钎料表面氧化渣。
|
|
锡珠 板上粘附的直径大于0.13mm或是距离导线0.13mm以内的球形焊料颗粒都统称为焊料球(锡珠)。
|
|
|
原因分析 |
解决方法 |
|
1、 PCB板载制造或储存中受潮; 2、 环境湿度大; 3、 助焊剂涂覆不均匀,存在遗漏; 4、 基板加工不良; 5、 预热温度不合适; 6、 镀银件密集; 7、 波峰形状不合适。
|
8、 改善PCB储存条件,降低受潮; 9、 助焊剂涂覆均匀; 10、 更改PCB设计方案,分析受热力均匀情况; 11、 根据不同板子选择合适的波形; 12、 对PCB板进行烘烤。
|
|
残留 过波峰或清洗后,有时基板上会有白色残留物,电路板制作过程中残留杂质或固化工艺不正确,在长期储存下会产生白斑,最常见的白色残留物是残留的松香;助焊剂通常是此问题的主要原因。
|
|
|
原因分析 |
解决方法 |
|
1、 助焊剂与电路板的防氧化保护层材料部兼容; 2、 电路板制作过程中所使用的溶剂使基板材质发生变化; 3、 助焊剂使用过久,老化。
|
1、 定期更换助焊剂; 2、 改善基板质量; 3、 选择合适的助焊剂。
|
|
冷焊 一般指焊点存在不平整表面,没有形成良好吃锡带,严重时甚至在引脚周围产生褶皱或裂纹,影响焊点的使用寿命。
|
|
|
原因分析 |
解决方法 |
|
1、 焊盘或引脚发生氧化; 2、 传送带或导轨的机械震动导致焊点冷却时受到外力影响而产生紊乱; 3、 焊接温度过低或焊接时间短。
|
1、 排除焊接时的震动源; 2、 焊接前检查引脚及焊盘是否发生氧化并及时处理; 3、 适当延长焊接时间。 |
|
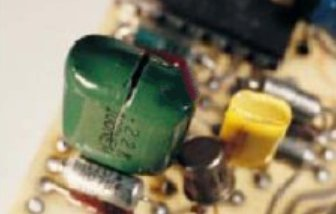
元件破裂
|
|
|
原因分析 |
解决方法 |
|
1、 组装之前产生破坏; 2、 焊接过程中板材与元件之间的热不匹配性造成元件破裂; 3、 焊接温度过高; 4、 冷却速度太快造成应力集中。
|
1、 采用合适的工艺曲线; 2、 适当调整焊接温度; 3、 调整冷却速度;
|